Teamviewer

ABOUT TEAMVIEWER
TeamViewer is a complete, fast & secure Software solution for Remote Desktop Sharing
It is a a software package designed to assist people and used in following ways
- Remote support for technical issues
- Desktop Sharing and online meetings
- Web Conferencing
- Data Transferring between computers
SALIENT FEATURES
The Software was found in 2005 in Germany
Teamviewer is Compatible with the following Operating Systems
- Windows
- Linux
- Mac
- iOS ( i-phones & i-pads)
- The Android Systems

The main Advantage of Teamviewer is that it does require any configuration & it can run even through Firewalls & Proxy Servers
VERSIONS
There are many Versions of this Software .The latest Version is 7.0 and is absolutely free to download
USABILITY
There is no need of installing the software.You can just run the setup file and us the software without any configuration.
It automatically detects the proxy configuration & the proxy script readouts.
If the Connection Fails you can Re-establish the Connection
PURPOSE
1) Remote
support for technical issues –
Remote Support Is provided to people who have technical issues with their
computers. A technician can take remote connection of the computer which has a
software issue, and which can be resolved easily without visiting at the place
where the computer is located. There are many technicians who are using this
software for remote maintenance for computers and servers both. We can access
our data and applications from anywhere, anytime. Also we can access our office
computer from home. Remote support connects through VPN. VPN means Virtual Private Network.
VPN – VPN is a secure network that allows user to
take control of a computer and work on it. It uses Internet to create a private
connection or a gateway for a user. It is also used for file sharing, printers,
database access from any place through remote server access.
2) Desktop
sharing and online meetings –
We can connect upto 25 people at one time for online meetings and presentations.
Also online training can be provided through desktop sharing. We can also collaborate
things and work real-time.
3)
Web Conferencing - Web conferencing is similar as Video
Conferencing. This is mostly used by business representatives for training and
other purpose. This also requires Internet connection. This service allows a
person to connect real-time and perform video and voice chat and share it to
different locations for business purpose. This is also known as Web-seminar in
a business term.
4)
Data transfer between computers – Data transfer again requires Internet
connection, and allows a user to transfer files from one computer to another
computer. It also allows a user to transfer files from one location to another through
the network.
HOW DOES IT WORKS
1- Download the Teamviewer Software and follow the Installation Routine

2-
Start the Application and the software will generate the Automatic
permanent ID and the a temporary password which changes randomly each
and every time you start the application

3-
you will have to enter the partners id and select the appropriate
option & click on connect to partner which will then ask for
partners password

4- click on log on and there you are connected to the computer remotely

SECURE
The RSA public or Private key exchange & AES-256 session encoding ensures that no one can view our sessioned data and with every session a new password is generated from which any permanent acess support is been prevented
OFFICIAL WEBSITE
www.teamviewer.com
CERTIFICATION
- The Software is certified with the Federal Association of IT Experts & Consultants
- The Teamviewer Downloads are signed by Verisign which guarantees that it is genuine & protects against infecting from virus
- It is also ISO 9001 authorised
- It has been awarded the maximum point score by BISG a registered society (Bundesverband der IT-Sachverständigen und Gutachte)

 God bless us all.....:)
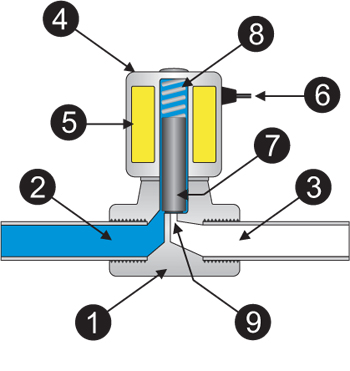
God bless us all.....:) or close the valve. When electrical current is removed from the coil, the valve will return to its de-energized state.
or close the valve. When electrical current is removed from the coil, the valve will return to its de-energized state.